
Штампуйте ножи, как мастер
Имя Мюррея Картера, возможно, знакомо тем, кто посещал его семинары по точению клинков и бритью головы на мероприятии BLADE Show или видел его ножи на страницах журнала BLADE. Возможно, вы посещали сайт www.cartercutlery.com или вам посчастливилось попасть в его школу изготовления ножей, расположенную в его родном Орегоне. Также возможно вы видели его видео на YouTube или DVD.
Член Американского общества кузнецов, Картер, ко всему прочему, может похвастаться титулом оружейника 17-го поколения Йошимото. Он жил, работал и учился на деревенского кузнеца в Японии более 18 лет. Картер утверждает, что вручную изготовил более 12000 ножей и заточил более 40000 клинков. Его достижения в области изготовления ножей быстро прибавляются.
В своей книге (выход которой намечен на 21 октября) "Bladesmithing with Murray Carter: Modern Applications of Traditional Techniques" он рассматривает методы ручной ковки, которые он изучил в Японии и Соединенных Штатах. Картер детально описывает процессы ковки, профилирования, шлифования, термической обработки, отжига и чистовой обработки клинковой стали, а также изготовление ножей из высококачественных материалов.
Ниже приведен отрывок главы из выходящей книги Мюррея Картера.
Шлифование идеального профиля клинка
Теперь после ковки, отжига, снятия окалины, холодной ковки и выпрямления форма клинка (или его профиль) должна быть идеально ровной. Шлифование – это процесс механического изменения формы клинка с помощью напильника или иного абразивного инструмента. Различают шлифование профиля клинка и шлифование лезвий клинка (основного и фальшлезвия). Рассмотрим шлифование профиля. Шлифование выполняется с помощью различных инструментов. Нагревание лезвия посредством трения не представляет большой проблемы, поскольку термическая обработка (отжиг, закалка и отпуск) выполняется после шлифования. Как отмечалось в главе, посвященной ковке, форма клинку придается за счет шаблона или трафарета. На данном этапе на стальную заготовку будущего ножа переносится изображение его формы с помощью трафарета. Приложите шаблон так, чтобы он соответствующим образом отражал на заготовке толщину и хвостовик.

При изготовлении ножа пластинчатым монтажом необходимо установить трафарет правильной стороной. Однажды я перепутал хвостовик с лезвием, в результате чего клинок получился слишком узким. Приложив трафарет, закрепите его парой клещей с фиксатором или прочными зажимами. Если твердость остроконечного инструмента превышает отожженную сталь, на заготовке останутся отметины (царапины). Аккуратно и полностью обведите трафарет. Перед снятием зажимов проверьте четкость линий.
Убедитесь, что:
- Линии четкие без небольших параллельных следов
- Клинок/хвостовик отмечен в нужном положении
- Клинок отмечен в нужном положении
Если при переносе линий вы допустили ошибку, поверхность можно слегка обработать напильником и повторно нанести линии, однако придется отшлифовать и отполировать плоские поверхности готового клинка. Не забывайте, что, если вы сточили сталь с одной стороны, то же самое нужно сделать и с другой стороны, иначе стальной сердечник не будет располагаться по центру. При необходимости холодной ковки данные процедуры нельзя будет провести, поэтому при нанесении линий на заготовку нужно проявлять внимательность.
Для получения идеального профиля существуют несколько методов снятия припусков стали. Мы рассмотрим методы с использованием следующих инструментов:
- Ножницы
- Режущий круг
- Ленточная пила
- Сверлильный станок и ножовка
- Шлифовальный ленточный станок
- Верстачный шлифовальный станок
- Водный точильный камень
В Японии часто используется агрегат, похожий на огромные ножницы, с помощью которых снимаются излишки металла при ковке заготовок для клинков. Ножницы могут разрезать сталь толщиной до 10 миллиметров при температуре ковки. Такой способ снятия припусков является самым быстрым способом получения клинка необходимых размеров. Однако отрез производится по прямой или слегка изогнутой линии. Для придания профилю окончательной формы позже придется использовать холодную ковку. Для японских кузнецов – это самый верный способ сэкономить время.
Если ножниц для резки металла нет, то следующим по быстроте способом снятия избыточного припуска с заготовки является использование абразивного режущего круга. Вместо того чтобы использовать абразивный круг стандартным способом, закрепив заготовку в регулируемых тисках и опуская вращающийся круг на заготовку, удерживаем заготовку рукавицей и направляем ее к движущемуся лезвию. За один проход удаляются небольшие куски стали, за несколько минут с клинка можно снять 300 миллиметров.

Другим быстрым способом снятия припусков является абразивный режущий круг.

Вырез профиля клинка с помощью ленточный пилы для резки металла.
Прецизионная резка
Процесс звучит гораздо страшнее, чем он есть на самом деле, тем не менее, следует принять определенные меры предосторожности, чтобы избежать получения ненужных травм. Необходимо следить за тем, чтобы рез не зашел за отмеченные линии. С практикой данный метод станет наименее затратным по времени, а тонкое полотно позволяют делать дуги небольшого радиуса и острые углы. Данный метод отличается большой точностью.
ВНИМАНИЕ: При работе с данным агрегатом следует обязательно одеть маску и средства защиты глаз.
Ленточная пила с полотном для резки металла позволяет резать сталь также как и обычное дерево. Необходимо следить за тем, чтобы рез не зашел за отмеченные линии. К недостаткам относится невозможность вырезать дуги небольшого радиуса, а также стоимость полотна для ленточных пил. Необходимо следить за положением пальца относительно движущегося полотна, подавать заготовку на полотно следует только с помощью толкателя.
Один из советов от Мюррея: «Вместо того чтобы использовать абразивный круг стандартным способом, удерживаем заготовку рукавицей и направляем ее к подвижному лезвию. Следует обязательно одеть маску и средства защиты глаз»
Ленточно-шлифовальный станок с лентой абразивностью 36 или 40 грит. При покупке следует выбирать модель с регулируемой скоростью.
В небольшой мастерской при отсутствии вышеназванных инструментов профилирование клинка можно выполнить с помощью сверлильного станка и ручной ножовки. Для этого следует просверлить вокруг отмеченных линий как можно больше отверстий. Необходимо следить за тем, чтобы сверло не зашло за отмеченные линии. После высверливания отверстий по периметру клинка аккуратно установите заготовку в верстачные тиски и отрежьте ее ножовкой, переходя от отверстия к отверстию. Чтобы защитить металл от царапин и зафиксировать заготовку в тисках, следует изготовить ножны из толстой кожи. После вырезания клинка для окончания профилирования можно использовать ручной напильник. Этот процесс занимает больше всего времени.
Если в наличие имеется шлифовальный ленточный станок, то излишки металла можно снять новой лентой абразивностью 36 или 40 грит. Необходимо контролировать нагрев заготовки, часто остужая ее в воде. При таком методе образуется много пыли и искр. Его наиболее часто используют западные ножевики.

ВНИМАНИЕ: При работе с данным агрегатом следует обязательно одеть маску и средства защиты глаз.
Шлифовальный ленточный станок можно заменить верстачным шлифовальным станком.
ВНИМАНИЕ: При работе с данным агрегатом следует обязательно одеть маску и средства защиты глаз.
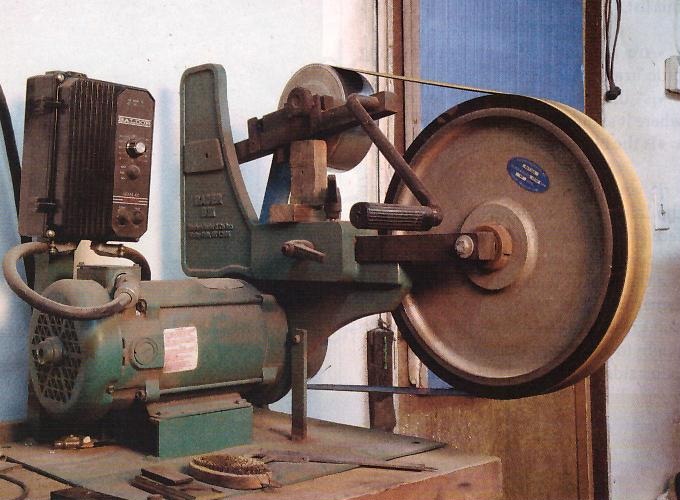
Водные точильные камни
Хотя водные точильные камни редко применяют для основного профилирования клинка, их можно успешно использовать для снятия припусков. Я часто использую их для небольшой корректировки, а также для шлифования лезвий и фальшлезвий на термообработанных клинках.

Водные точильные камни или kaiten toishi – необычные инструменты, обеспечивающие высокую производительность, которой так славятся японские кузнецы. Производительность, высокая точность, низкая затратность и простота – вот основные качества этого инструмента. Наблюдатель со стороны никогда бы не догадался, что эффективность водных камней на 90 процентов зависит от состояния и правки этих камней. Чтобы полностью понять все тонкости обслуживания этого потрясающего агрегата, усердному ученику придется заточить, по меньшей мере, 5000 клинков.
Еще одна трудность, с которой столкнется начинающий кузнец, это небольшая доступность этих кругов за пределами Японии. Однако, если ученик сможет найти хороший камень и будет иметь решительность обучиться мастерству, то будет вознагражден за свою усидчивость сверх ожидания.



