Первые шаги в найфмейкинге (часть 3) - изготовление и шлифовка клинка
Изготовление клинка
Клинок может формироваться двумя способами – литьем или удалением припусков. Некоторые опытные мастера рекомендуют начинающим именно первый метод. Он позволяет обойтись минимумом инструментов. Вполне достаточно иметь для начала шлифовальный круг, напильник и наждачную бумагу. Способ удаления припусков требует большего количества оборудования.
Литой клинок изготавливается из накаленной стали. Необходимая температура материала для литья - 980-1150 °C. Сталь должна быть в пластическом состоянии. После этого обработка молотом придает изделию окончательную форму. В случаях, когда литье получается близким к желаемой форме, шлифовальным станком можно практически не пользоваться. Этот факт служит несомненным плюсом для начинающих.
Второй способ - изготовление удалением припусков. Оно означает отсекание от куска стали всего лишнего для придания нужной формы. Металлическая полоса должна быть не слишком толстая и не очень широкая. Тогда не придется убирать много лишнего материала.
Кусок нужно выпилить по контуру. Также можно применить способ шлифовки. Для следующей операции требуется наличие абразивного круга или ленты. Нужно сделать отшлифовывание поперечного сечения к кромке. Рекомендуемая для начинающих толщина первоначального куска стали – не больше 0,3 см.
Надо быть готовым к тому, что в процессе работы мелкая стальная пыль появится во всех углах, а на одежде и на коже окажутся абразивные частички. Их большое содержание будет и в воздухе.
Изготовление контура
Формирование контура можно выполнить разными способами:
- Изготовить шаблон и прикрепить его к стали. Вдоль него просверлить отверстия. Вставить в них болты и разметить линии контура. Затем вырезать по ним заготовку. Используемые инструменты - ленточная пила по металлу или абразивный режущий круг.
- Просверлить по намеченному контуру частые отверстия. Затем отломить лишнее. Излишки металла можно легко удалить заточенным сверлом. Иногда этот способ является самым быстрым.
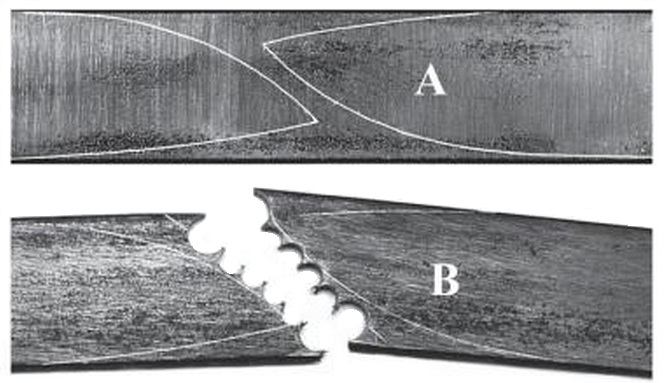
- Оригинальный прием – на бруске наметить два лезвия таким образом, чтобы их острия встречались (как на фото). Последующая обработка позволит отделить клинки друг от друга.

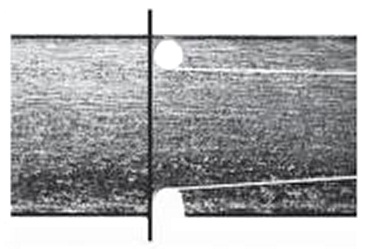
- Важный момент контурной обработки – соблюдение ровного радиуса в месте соединения с хвостовиком. Для обозначения радиуса можно просверлить в бруске два отверстия.
При отделении заготовки от стального бруска можно использовать шлифовальный станок. Жесткий круг поможет сделать обработку по контуру. Она должна продолжаться до намеченной ранее линии.
Шлифовка спусков
Операция шлифования делится на 2 этапа. Одна из них производится до закалки. На первом этапе целесообразно оставлять по контуру изделия лишний материал (около 20%). Это необходимо для упрощения последующей работы. Слишком тонкие края во время процесса закалки могут загнуться. Но если есть лишняя сталь, их можно легко скорректировать. Для этого нужно обработать кромки на шлифовальном станке.
Второй этап проводится после закалки. Только тогда клинок доводится до идеального состояния. На первой стадии не надо добиваться безупречного качества. Все недостатки будут исправлены на второй, заключительной стадии шлифовки.
Способы шлифования
Первый шаг при удалении припусков – прямоугольное сечение на стали. Далее куску нужно придать необходимую форму. Она может быть плоской или вогнутой. Первый вариант лезвия можно получить при шлифовке на ленточном шлифовальном станке или с плоским столиком. Получение вогнутой формы требует работы на шкиве.
После шлифования на станке остаются многочисленные царапины и неровности. Их нужно удалить. Для этого потребуется напильник, точильный брусок или механический плоский или гибкий диск. Использование наждачного круга оставляет еще больше дефектов. Удалить их можно тем же напильником.
Перед началом работы следует сделать отметки водостойким маркером яркого цвета. Зернистость шлифовальной ленты надо менять от более грубой (120) к мелкой (60). Эта последовательность действий позволяет добиться необходимой формы. Яркие метки маркером не позволят затеряться оставшимся после шлифовки царапинам. Разглядеть их можно под интенсивным источником света.
Последовательность действий шлифования перед закалкой
Начинающему найфмейкеру следует строго придерживаться последовательности шагов:
- Осмотреть контур изделия, обращая внимание на все неровности и метки.
- На будущей режущей кромке провести две линии. Между ними должно остаться расстояние в 0,8 см. Шлифовку следует проводить только до данных линий. Это позволит оставить достаточно запаса для закалки и помешает краю загнуться или треснуть.

- На месте окончания спуска, на «границе спуска» поставить метку.
- Заточить плоский скос к проведенным перед началом работы линиям с двух сторон лезвия под углом 45 °.
- Выточить полые канавки вдоль клинка. Ширина скоса должна получиться четкой и достаточно плоской.
- Изделию можно придать и выпуклую форму. При любом варианте качество следует постоянно контролировать при помощи угольника.
- Нижние границы отмеченных линий должны четко соблюдаться. При этом необходимо следить и за тем, чтобы обух не получался слишком тонким.
- Следует затачивать по несколько проходов с одной стороны лезвия, затем с другой одинаковое количество раз. В этом случае удастся добиться равномерной нагрузки на клинок. Если увлекаться и больше затачивать с какой-то одной стороны, он начнет загибаться.
- Лучшее качество можно получить при использовании ленточного шлифовального станка. Если его нет, можно применить установку с диском. Он позволит сгладить канавки после использования наждачного круга. Если наждачный круг имеет зернистость до 40, шлифовальный диск сначала взять с зерном 80, затем 120 и 240. Лучше брать самоклеящиеся модели. У таких дисков есть специальное приложение, позволяющее срезать часть самого изделия. Это позволит сделать угол слегка заостренным.
- Допускается легкая выпуклость клинка, но он не должен быть слишком толстым.
- Заднюю часть можно отшлифовать или оставить квадратной по желанию мастера. Ее можно также немного закруглить.
- Шероховатости с кромки удаляются мелкозернистым камнем или наждачной бумагой. Их нужно двигать в направлении от пяты до кончика и обратно. Это необходимо, чтобы во время закалки не появились трещины. Неровности, засечки и шероховатости можно проверить ногтем. Они должны быть удалены, потому что во время закалки в этих зонах могут образоваться трещины.
- Пяту шлифовать гибким диском нельзя. Нужно использовать плоский диск или ленту с мелким зерном. Также можно отшлифовать данную часть изделия вручную. Это требует большого количества времени, но результат будет очень хорошим.
- Соединение хвостовика и пяты должно получиться круглым. После удаления всех недостатков и завершающего осмотра можно приступать к закалке.
Другие статьи из цикла:
- Первые шаги в найфмейкинге. Часть первая.
- Первые шаги в найфмейкинге. Часть вторая.
- Первые шаги в найфмейкинге. Часть четвертая.


